Welcome to ExtruderX Extrusion Machine Manufacturing Facility

Learn about the definition and meaning of the extruder
For distributors, understanding the definition and implications of extruders is the core foundation for expanding business—enabling them to accurately convey product value, quickly match customer needs, and avoid promotion misunderstandings. This article provides a comprehensive breakdown from core concepts and operational logic to practical applications, helping you strengthen professional expertise and effectively develop markets.
Understanding the Definition and Implications of Extruders
An extruder is an industrial molding equipment centered on the core technology of “thermoplasticization + continuous extrusion.” Its core function is to process solid materials such as plastics, rubber, and metal powders through a continuous process of heating and melting, pressure conveying, and die shaping, ultimately producing finished products with specific cross-sectional shapes. In essence, it is an automated conversion device that transforms materials from a solid state to a molten state and then to shaped finished products. Its core feature is “continuous production,” which breaks through the limitations of batch processing and enables large-scale material molding.
To deeply understand the implications of extruders, it is essential to grasp their two core values: first, “broad material adaptability”—they can not only process polymer materials such as plastics and rubber but also adapt to special materials like metal powders and ceramic powders, covering material molding needs across multiple industries; second, “customizable flexibility in molding”—by replacing dies with different cavities, it can produce various shapes of products such as pipes, profiles, films, and cables, achieving “one machine, multiple functions” in molding adaptation. Essentially, extruders are the key hub connecting raw materials to end-use shaped products, and serve as the core foundational equipment for realizing continuous and standardized material molding in industrial production.
Working Principle of Extruders
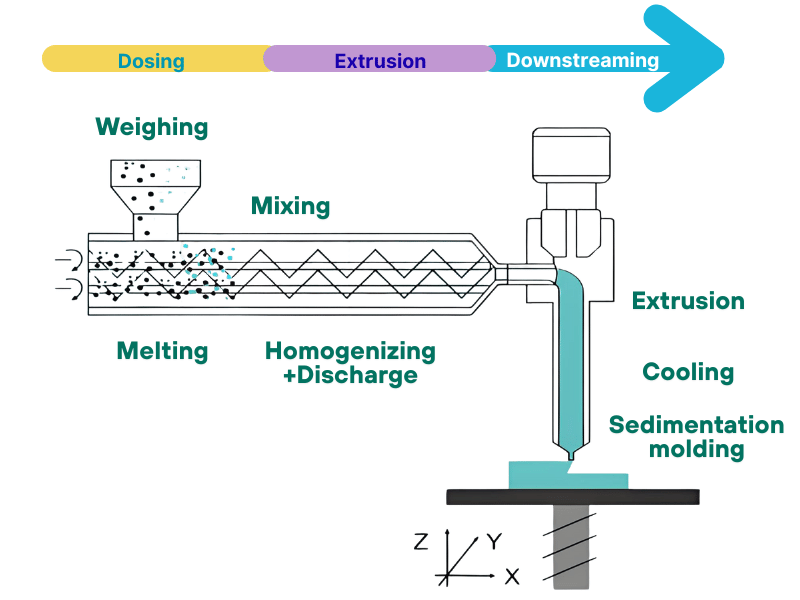
The core of an extruder’s operation lies in achieving continuous plasticization and molding of materials through “physical actions + precision control,” following a closed-loop process of “feeding – plasticization and melting – pressure conveying – die extrusion – cooling and shaping.” Each link is closely connected with controllable parameters:
1.Feeding Stage: Solid raw materials (such as granular or powdered forms) enter the extruder barrel through the hopper. The feeding device precisely controls the feeding rate to ensure uniform material supply, avoiding subsequent molding defects caused by feeding fluctuations.
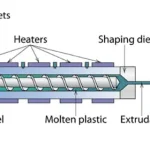
2.Plasticization and Melting Stage: This is the key link in extrusion molding. The sectional heating devices outside the barrel (usually divided into feeding section, compression section, and homogenization section) gradually raise the temperature. Meanwhile, the shear friction generated by the high-speed rotation of the screw assists in heating the materials. Through the synergistic effect of these two, the solid materials gradually transition from a “glassy state” to a “highly elastic state,” and finally form uniform molten material.
3.Pressure Conveying Stage: Under the push of the screw’s helical grooves and the constraint of the barrel, the molten material forms a stable pressure field. Precise pressure control directly affects the material’s density and subsequent extrusion stability. During this stage, the material is continuously pushed toward the die head.
4.Die Extrusion Stage: After reaching the die head, the molten material flows through the die runner of a preset shape under pressure, being extruded into a billet with a cross-section consistent with the die cavity (such as circular pipes, square profiles, etc.). The precision of the die directly determines the dimensional tolerance of the finished product.
5.Cooling and Shaping Stage: The newly extruded billet has a high temperature and strong plasticity, requiring immediate entry into a cooling system (water cooling or air cooling) for rapid temperature reduction to solidify and shape the billet. Finally, a finished product with stable dimensions and a regular shape is formed.
Throughout the entire process, the precise matching of three core parameters—temperature (heating temperature of each section), pressure (material pressure inside the barrel), and screw speed—is the key to ensuring consistent quality of finished products.
Understanding the Core Components of Extruders
The performance of an extruder primarily depends on the quality and compatibility of its core components. Key components are mainly divided into two categories: “core working components” and “auxiliary control components,” with each part performing its dedicated function and operating synergistically.
Core Working Components
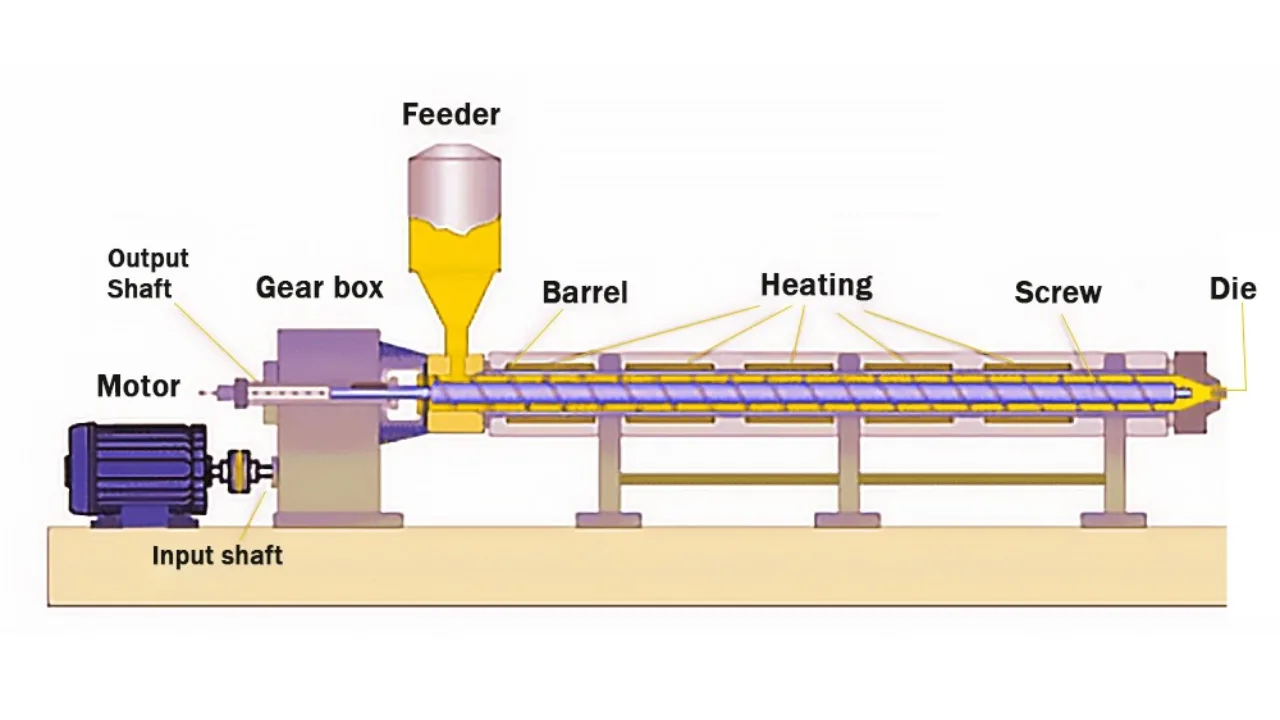
1.Screws & Barrel: The core working components of the extruder, both made of high-strength wear-resistant materials to withstand high temperatures, high pressures, and friction. The screws are responsible for conveying, mixing, and pressurizing materials; the barrel collaborates with the screws to heat materials, with its inner wall specially treated for enhanced wear resistance. The fit precision between the two directly affects material melting efficiency and processing productivity.
2.Die Head & Mold: The die head is an intermediate component connecting the barrel and the mold, primarily functioning to guide materials into the mold smoothly and uniformly. The mold determines the final product shape and can be customized as needed (e.g., molds for pipes, profiles). The mold’s machining precision and internal channel design directly impact the finished product’s appearance and dimensional accuracy.
3.Feeding Device: Composed of a hopper and feeding components, its core function is to deliver raw materials into the barrel stably and evenly. Feeding devices in high-end models feature speed-adjustable functionality, allowing flexible adjustment of feed rate based on processing speed to ensure stable production.
Auxiliary Control Components
1.Temperature Control System: Includes heating elements (heating coils, heating plates) and cooling components (cooling fans, water cooling jackets), adopting a staged temperature control design to precisely regulate the temperature of each barrel section and the die head. This enables adaptation to the processing requirements of different materials—for example, PVC requiring low-temperature melting and PE needing high-temperature melting—preventing materials from being overheated or insufficiently melted.
2.Transmission System: Consists of a motor, reducer, and coupling, primarily responsible for providing power for screw rotation. By adjusting the motor speed, the screw rotation speed can be controlled, thereby regulating material extrusion speed and production output. It is a key component for controlling production efficiency.
3.Cooling & Shaping System: Installed downstream of the mold outlet, its design varies by product type—such as water cooling tanks for pipes/profiles and air rings for films. Its role is to rapidly cool high-temperature extruded materials, enabling them to solidify and retain shape, ensuring dimensional stability of finished products and improving qualification rates.
What Are the Types of Extruders?
Extruders can be classified through multiple dimensions. Based on the practical needs of distributors serving customers, they are primarily categorized by two core criteria: “number of screws” and “application scenarios.” Different types of extruders are tailored to distinct customer groups and industry requirements:
Classification by Number of Screws
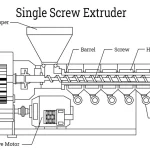
1.Single-Screw Extruders: The most mainstream model in the market, featuring a simple structure, easy operation, cost-effectiveness, and low maintenance costs. It is mainly suitable for processing general-purpose materials (e.g., regular PE, PP, PVC) and can produce pipes, films, and simple profiles. Ideal for small and medium-sized plastic processing enterprises and startup manufacturers, it serves as the core model for distributors to develop the basic market.
2.Twin-Screw Extruders: Available in parallel twin-screw and conical twin-screw variants. Its core advantages include excellent material mixing uniformity and high plasticization efficiency, making it suitable for processing modified materials (e.g., plastics with fillers, flame retardants, or masterbatch) and high-viscosity materials. With a relatively high technical threshold and price point, it primarily targets mid-to-high-end industrial customers (e.g., modified plastic manufacturers, precision profile producers), making it ideal for distributors to expand into the high-value-added market.
3.Multi-Screw Extruders (Triple-Screw, Quadruple-Screw): Characterized by complex structures and high costs, they are mainly used for precision processing of special materials (e.g., highly filled materials, heat-sensitive materials). With limited market demand, they primarily serve high-end customized production customers.
Classification by Application Scenarios
1.Plastic Extruders: The most versatile type, capable of producing plastic pipes, films, filaments, strapping tapes, etc. Covering industries such as plastic processing, packaging, and electronics, it is the core recommended model for distributors.
2.Pipe Extruders: Specifically designed for pipe production (e.g., PVC drainage pipes, PE water supply pipes, floor heating pipes), equipped with specialized pipe molds and vacuum sizing systems. Primarily serving customers in the building materials industry and municipal engineering supporting enterprises.
3.Profile Extruders: Engineered for products such as door and window profiles, decorative profiles, and industrial profiles. Requiring high mold precision, they are equipped with specialized traction and cutting devices. Core customers include building materials processing enterprises and furniture accessory manufacturers.
4.Cable Extruders: Used for extruding insulation layers and sheath layers of wires and cables. Requiring precise control of extrusion thickness and concentricity, they are equipped with precision molds and online detection devices. Serving customers in the electronics, communications, and power industries.
5.Rubber Extruders: Suitable for rubber material processing, producing rubber pipes, sealing strips, tire treads, etc. Core customers are rubber product enterprises, with special designs to withstand high pressure and high temperatures.
Understanding the Applications of Extruders
With the core advantages of “continuous production and customization,” extruders are widely used across multiple high-demand industries, boasting stable market potential. They represent a promising segment for distributors expanding into overseas markets. Based on overseas market demands, the core application areas are as follows:
1.Construction Materials Industry (A Core Overseas Demand Sector)
As the primary application field for extruders, this sector focuses on producing plastic pipes (drainage pipes, water supply pipes, gas pipes, floor heating pipes), plastic door and window profiles, decorative strips, corrugated tiles, etc. With the development of overseas infrastructure construction and the real estate industry, demand for cost-effective extruders remains steady—especially pipe/profile extruders suitable for general-purpose materials such as PVC and PE. This is a key focus area for distributors to prioritize in promotions.
2.Packaging Industry
Extruders are used to produce food packaging films (e.g., cling film, shopping bag films), beverage preforms, packaging pipes, strapping tapes, etc. This sector imposes high requirements for “precision control” and “hygiene standards” of extruders. Extruders compatible with food-grade materials like PP, PE, and PET cater to FMCG manufacturers and packaging material producers, with rigid market demand.
3. Electronics & Communications Industry
Primarily used for extruding insulation layers and sheath layers of wires and cables (e.g., power cords, communication cables), as well as molding precision components such as plastic casings and frames for electronic parts. This field requires high-precision cable extruders suitable for insulation materials like PVC and XLPE, serving electronic device manufacturers and communication engineering supporting enterprises with high technical added value.
4.Plastic Processing Industry
As foundational equipment for plastic processing, extruders produce various plastic semi-finished products (e.g., plastic granules, plastic sheets) and finished products (e.g., plastic toy accessories, industrial plastic profiles). Compatible with both general-purpose and modified plastics, they serve a broad customer base—including small and medium-sized plastic processing plants and large-scale plastic product enterprises. This is a core area for distributors to develop the basic market.
5.Other Niche Segments
Beyond the core areas above, extruders are also applied in the rubber product industry (producing rubber sealing strips, tire treads), metal processing industry (metal powder extrusion molding), and biopharmaceutical industry (pharmaceutical packaging material molding). While some of these segments have limited demand scale, they offer high added value and can serve as complementary directions for distributors to expand into niche markets.