Welcome to ExtruderX Extrusion Machine Manufacturing Facility
Single Screw Extruder Working Principle & Design Diagram
Single screw extruders are core equipment for polymer processing, including plastics and rubber. Lack of familiarity with their working principles can lead to issues such as uneven plasticization of materials, poor product precision, and frequent equipment failures during production—all of which directly impact production efficiency and costs. This article will systematically explain the working principles of single screw extruders, the composition of structural diagrams, the functions of key components, and application scenarios. It will also compare the differences between single screw and twin screw extruders, helping readers gain a thorough understanding of all comprehensive knowledge related to single screw extruders.
Working Principle of Single Screw Extruders
The core of a single screw extruder lies in the cooperation between the screw and barrel to achieve material “conveying – plasticization – homogenization – molding”. The process is divided into 3 key stages, during which materials transform from solid particles into final molded products.
1.Material Conveying Stage (Solid Conveying Section)
After materials enter the barrel from the hopper, the spiral grooves of the screw push the materials forward. In this stage, the outer wall of the barrel is heated to slightly soften the materials; at the same time, the friction between the screw and the barrel ensures the materials do not slip and move forward continuously. This addresses the issue of “how to stably convey solid materials to the next process” and prevents material accumulation or conveyance interruptions.
2. Melting and Plasticization Stage (Melting Section)
As the materials move forward, the temperature of the barrel increases (with the support of the heating system), gradually melting the solid particles into a viscous fluid state. Meanwhile, the shearing action of the screw further mixes the materials, eliminating gaps between particles and ensuring uniform melting. This resolves the issue of “how to convert solids into a uniform melt” and prevents bubbles or delamination in the final products.
3. Homogenization and Metering Stage (Homogenization Section)
After melting, the materials enter the homogenization section of the screw. The screw further stirs the melt to ensure uniformity through stable rotation, while building up stable pressure to push the melt toward the machine head at a fixed quantity and pressure. This provides a uniform material foundation for subsequent molding, addressing the issue of “how to ensure the stability of the output melt and avoid dimensional deviations in final products”.
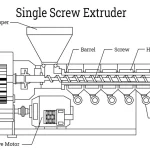
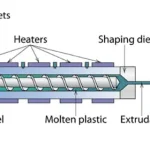
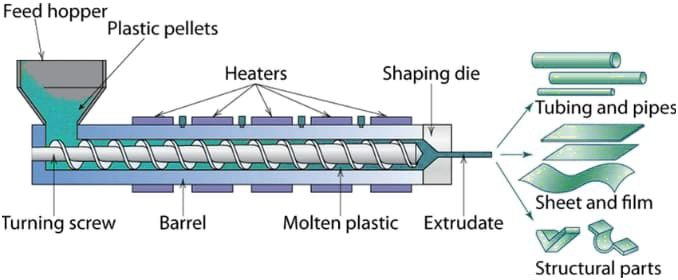
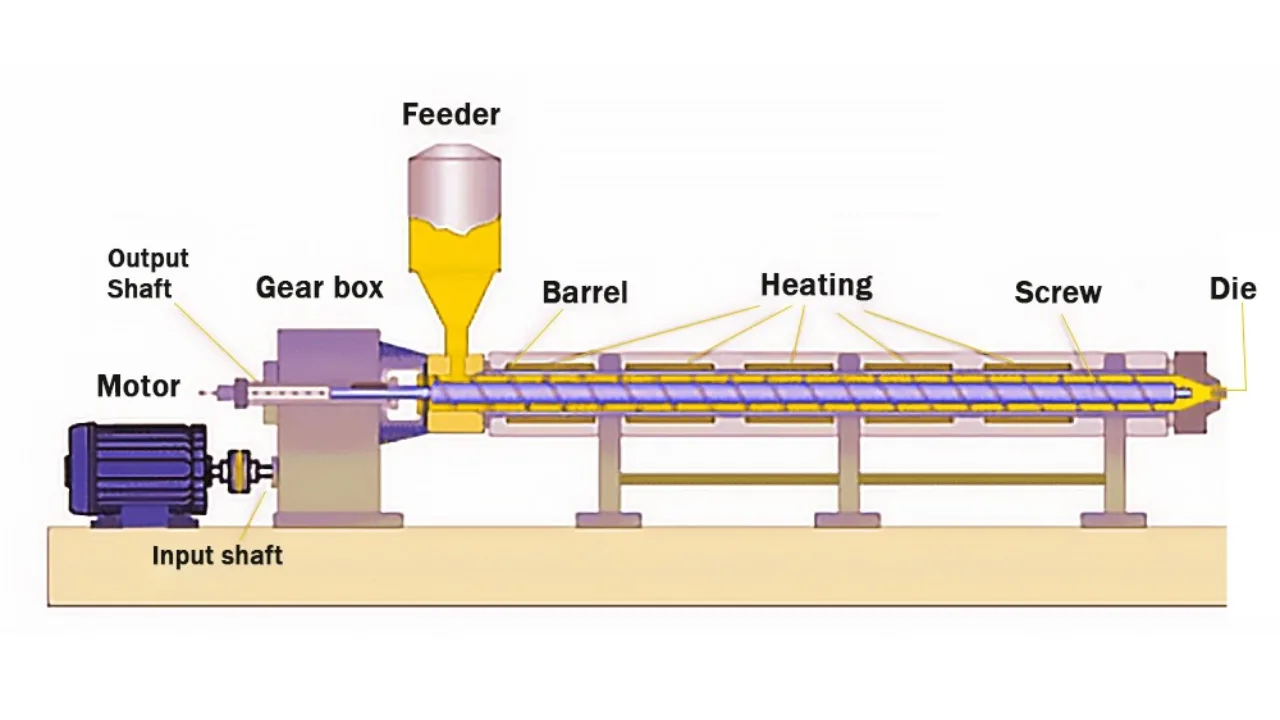
Design Schematic of Single Screw Extruders
This is a structural schematic of a single screw extruder. With a left-to-right layout, it corresponds to the machine’s operational flow of “power input → material feeding → plasticization processing → finished product molding”. It intuitively shows the positional relationships of key components, enabling quick understanding of the machine’s structural logic.
Key Components of Single Screw Extruders
Understanding the components of single screw extruders allows you to familiarize yourself with the role each component plays throughout the entire operational process.
Screw (Core Executive Component)
As the core for material conveying, plasticization, and homogenization, the screw moves materials through its spiral groove structure. Adjusting its rotational speed controls material conveying volume and shear force. Its design must match material viscosity to prevent material retention; meanwhile, matching rotational speed with thread pitch controls plasticization efficiency. It serves as the core carrier for the machine’s material processing, directly determining the stability of material handling.
Barrel (Material Bearing and Heating Component)
The barrel cooperates with the screw to form a sealed chamber. The heating system on its outer wall provides the necessary heat for material melting, and high-precision processing of its inner wall reduces material wear. Its sealing performance and uniform heating directly affect production stability: it prevents material scorching caused by uneven heating and avoids melt leakage, serving as a foundational component for ensuring normal in-machine material processing.
Hopper (Material Storage Component)
The hopper is mainly used for storing solid materials. Some hoppers are equipped with agitation or drying devices (for hygroscopic materials) and have a feed control valve at the bottom. The drying function prevents material caking due to moisture absorption, and the valve adjustment controls feed speed—effectively preventing “material shortage” or “material blockage” in the barrel, ensuring continuous material supply, and avoiding production interruptions caused by material supply issues.
Machine Head and Die (Molding Components)
The machine head guides the melt from the homogenization section into the die. The inner cavity shape of the die directly determines the final product shape (e.g., a circular cavity for pipes, a special-shaped cavity for profiles). The processing accuracy of both components must be strictly controlled to ensure product dimensional accuracy; meanwhile, smooth processing of their inner walls prevents melt retention in the machine head and reduces product defects (such as scratches and bubbles). They are key components determining the appearance and specifications of finished products.
Heating and Cooling System (Temperature Control Component)
The heating system (heating coils) provides heat for material melting, while the cooling system (cooling fans, water jackets) cools down the material when it overheats. Through precise control of the temperature in each section of the barrel, it prevents the material from overheating and decomposing, avoids inconsistencies in the shrinkage rate of finished products caused by temperature fluctuations, ensures stable product quality, and solves the problem of finished product scrapping due to temperature out of control.
Drive System (Power Components)
The drive system consists of a motor and a reducer, which provides stable power for screw rotation. The screw speed can be adjusted via a frequency converter. Its stability directly affects the melt output—it ensures stable screw speed to avoid fluctuations in melt output, while providing sufficient torque to handle the processing of high-viscosity materials, thus guaranteeing the equipment operates normally in different material processing scenarios.
Applications of Single-Screw Extruders
Focusing on “which scenarios the equipment is suitable for” and addressing the question of “how to match the equipment to different industries”, the main application fields are as follows.
1.Plastic Pipe/Profile Production
In the field of plastic pipe/profile production, single-screw extruders can be used for processing products such as PVC drain pipes, PPR water supply pipes, and plastic window frames. By equipping the equipment with dies of different specifications, continuous and low-cost pipe/profile production can be achieved. This meets the high-volume demand for such products in the construction and home improvement industries. Additionally, the equipment is easy to operate, allowing small and medium-sized enterprises (SMEs) to quickly master its use and lower the threshold for production.
2.Plastic Film Manufacturing
Plastic film manufacturing is a key application scenario for single-screw extruders, which can be used to produce PE agricultural films and food packaging films. The equipment converts molten material into films of different thicknesses through “flat film dies” or “blown film heads”. Its simple structure and ease of operation eliminate the need for complex meshing transmission systems, making it suitable for small-to-medium batch film production. At the same time, the thickness of the film can be controlled by adjusting the screw speed to meet different packaging requirements.
3.Wire and Cable Coating Processing
In wire and cable coating processing, single-screw extruders are mainly used for coating the insulation layer (e.g., PVC insulation layer) of wires and cables. Through the special structure of a “crosshead die”, the molten material can be evenly coated on metal conductors, ensuring consistent insulation layer thickness and compliance with electrical safety standards. The stability of the equipment guarantees the continuity of wire and cable production, reducing product scrapping caused by uneven coating. It is suitable for large-scale production in the wire and cable industry.
4.Waste Plastic Recycling
The waste plastic recycling field has high requirements for equipment cost and material adaptability. Single-screw extruders have become the preferred equipment in this field because they have a higher tolerance for material impurities (the single-screw structure is less prone to material jamming) and their cost is lower than that of twin-screw extruders. They can be used for the reprocessing of waste plastic pellets (e.g., extruding and pelletizing crushed waste PP and PE). This helps recycling enterprises reduce investment costs while realizing the resource utilization of waste plastics, which is in line with the requirements of environmentally friendly production.
Differences Between Single-Screw and Twin-Screw Extruders and How to Choose
Only after understanding the differences between single-screw and twin-screw extruders can we select an extruder that meets our actual needs based on our specific circumstances.
| Comparison Dimension | Single Screw Extruder | Twin Screw Extruder |
|---|---|---|
| Structure | 1 screw, no meshing structure inside the barrel | 2 intermeshing screws (parallel/conical) |
| Material Handling Capacity | High tolerance for high-viscosity materials and materials with impurities | Good adaptability to low-viscosity materials and heat-sensitive materials |
| Plasticizing Efficiency | Lower (relies on single-screw shearing, longer plasticizing time) | Higher (enhanced shearing via twin-screw intermeshing, more uniform plasticization) |
| Suitable Materials | Single-component materials (e.g., pure PE, PVC), recycled materials | Mixed materials (e.g., materials with fillers, color masterbatches), heat-sensitive materials (e.g., PET) |
| Cost (Equipment + Maintenance) | Lower (simple structure, low maintenance costs) | Higher (more parts, high precision requirements for meshing, expensive maintenance) |
| Operation Difficulty | Simple (fewer parameter adjustments, easy to master) | Complex (requires adjustment of twin-screw speed ratio and meshing gap) |
Selection Guide for Single Screw Extruders and Twin Screw Extruders
Selecting the right extruder is crucial for factories. Below, we will explain how to choose the appropriate type of extruder from the three dimensions of materials, production, and cost, in the context of actual production scenarios.
Selection Based on Material Characteristics
The processing requirements of different materials directly determine equipment suitability:
If your materials are single-component pure materials (e.g., pure PVC, pure PE) or recycled materials containing impurities: it is recommended to choose single screw extruders. This is because they have high tolerance for impurities, their screw structure is less prone to material jamming, and they can adapt to the stable conveyance of high-viscosity single-component materials. Additionally, the equipment cost is lower.
If your materials are mixed/modified materials (e.g., composite plastics with added glass fibers or color masterbatches) or heat-sensitive materials (e.g., PET that is prone to decomposition): it is recommended to choose twin screw extruders. The enhanced shearing from the intermeshing of their twin screws enables uniform material mixing, and the precise temperature control system prevents overheating and decomposition of heat-sensitive materials.
Selection Based on Production Requirements
Combine production scale and finished product precision requirements to match equipment efficiency and stability:
If you engage in small-to-medium batch production (daily output < 1 ton) and your finished products are general-precision items (e.g., agricultural films, non-load-bearing plastic profiles): it is recommended to choose single screw extruders. They are simple and easy to operate, can meet basic production needs without complex debugging, and have a low threshold for commissioning.
If you engage in large-scale continuous production (daily output > 3 tons) and your finished products are high-precision items (e.g., medical pipes, insulation layers for electronic wires and cables): it is recommended to choose twin screw extruders. They have higher plasticizing efficiency, which ensures melt uniformity under high output. At the same time, the dimensional precision of finished products is more stable, reducing scrapping caused by quality defects.
Selection Based on Cost Budget
Balance initial investment and long-term operation & maintenance costs to optimize cost-effectiveness:
If your initial budget is limited (equipment procurement budget < $70,000) and your maintenance team is small in scale: it is recommended to choose single screw extruders. Their structure is simple, with a procurement cost only 1/3 to 1/2 that of twin screw extruders. Moreover, daily maintenance only requires basic operational skills, resulting in lower operation & maintenance costs.
If you plan for long-term large-scale production and can afford a higher initial investment (equipment procurement budget > $140,000): it is recommended to choose twin screw extruders. Although the initial cost is higher, in the long run, their high production efficiency can reduce labor costs, and uniform plasticization can reduce material waste—resulting in better overall comprehensive cost performance.